
información técnica
LA GALVANIZACIÓN EN CALIENTE, INFORMACIÓN TÉCNICA
Aunque el proceso de galvanización en caliente es relativamente sencillo, los procesos metalúrgicos que tienen lugar durante el mismo, son bastante complicados. Para garantizar el resultado óptimo del galvanizado y su buen servicio, es necesario tener en cuenta una serie de sencillas reglas básicas:
1.
LUGARES DE USO DEL GALVANIZADO
El acero galvanizado puede utilizarse en casi todos los lugares y emplazamientos, por ejemplo:
- En todos los ambientes interiores razonablemente ventilados.
- En casi todos los ambientes exteriores.
- En contacto con agua caliente hasta unos 60º C.
- En contacto con muchos tipos de suelos.
- En contacto con la mayoría de las maderas secas.
- En contacto con la mayoría de los metales, excepto en condiciones de inmersión.
- Hasta temperaturas de trabajo de unos 200º C. Si el calentamiento es ocasional, hasta 275º C.
- Si el acero galvanizado va ha estar en contacto con atmósferas o soluciones ácidas o fuertemente alcalinas, se debe proporcionar una protección extra al acero galvanizado.
- En contacto con agua fría.

2.
CONSIDERACIONES EN EL DISEÑO PARA GALVANIZAR

Para ello se realizan una serie de agujeros u orificios en distintos lugares de las piezas que permitan la circulación del zinc y de los gases, así como evitar retenciones de ácidos y zinc. Estos agujeros pueden ser posteriormente tapados, aunque no es necesario y es preferible queden destapados.
3.
Depósitos Y Recipientes Cerrados
Cuando las piezas a galvanizar sean depósitos deberán tener dos orificios como mínimo. Uno para el llenado y vaciado de zinc y otro diagonalmente opuesto para la respiración y salida de gases.
Si solo se desea galvanizar el exterior del depósito será necesario colocar tubos de ventilación (chimeneas) para permitir la salida de aire al introducir el depósito en el baño de zinc tal y como se indica en el dibujo. Estas chimeneas pueden eliminarse posteriormente.
CABA S.A.
Galvanizados en Caliente
4.
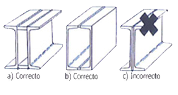
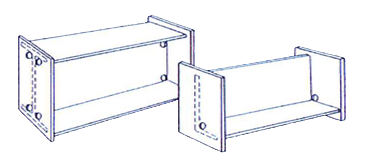
Superficies Solapadas
Evitar en lo posible las superficies solapadas. Si no es posible debemos cerrar los empalmes con soldaduras continuas para evitar que el acido penetre y una vez galvanizada la pieza pueda rezumar dicho ácido produciendo marcas y manchas que estropeen el galvanizado. Los siguientes dibujos nos proporcionan información útil para evitar estos problemas.
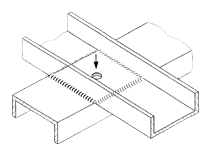
Cuando se trate de superficies solapadas mas grandes es conveniente realizar en uno de los elementos que forman el solape un orificio de 6mm por cada 100 cm2 de área solapada y cerrar con un cordón de soldadura el perímetro de la superficie. Con este orificio se previene de salpicaduras de zinc y posibles deterioros de la pieza.
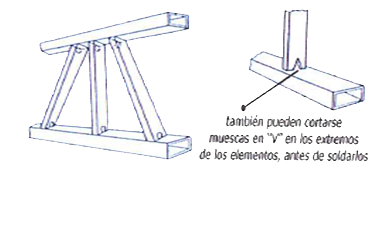
Se debe disponer de orificios de ventilación en los extremos de cada tramo tubular diagonalmente opuestos entre si. El tamaño de los orificios dependerá del tipo de perfil utilizado en la construcción pero como norma general la sección de los orificios debe ser un 25% de la sección interna del perfil utilizado.
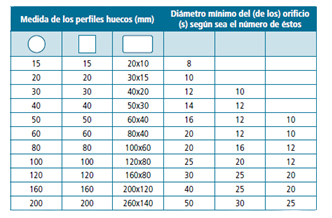
En la siguiente tabla podemos ver una recomendación sobre el tamaño de los agujeros a realizar
5.
Construcciones Con Perfiles Huecos
6.
Escuadras Y Refuerzos
Cuando en la construcción se coloquen escuadras o refuerzos estas deben tener las esquinas cortadas o perforadas para evitar que se formen bolsas de aire y permitir así que fluya y escurra bien el acido y el zinc utilizado en el proceso.
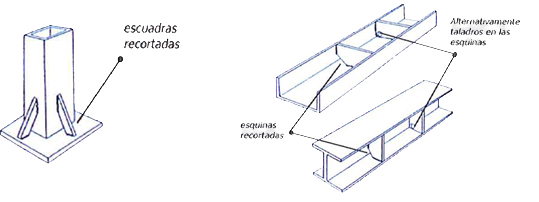
Si en la construcción se utilizan placas base o de asiento estas deberán tener orificios lo más cerca posible de los ángulos interiores que formen.
CABA S.A.
Galvanizados en Caliente
7.
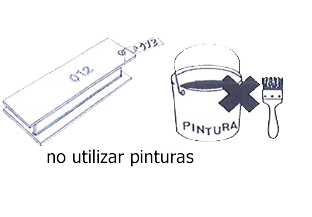
Superficies exentas de Pinturas y Barnices
El marcado de materiales no debe realizarse con pinturas, ni con serigrafías débiles, puesto que el espesor de la capa de zinc, las anulará. Es conveniente marcar las piezas en chapas anexas.

8.
Marcado de Materiales
9.
Holguras de Agujeros
También es conveniente mantener una holgura adicional de 1 mm en las partes de las piezas que vayan acopladas a otras y deban mantener su movilidad.
Algunos de estos parámetros pueden ser el estado de las superficies, una superficie granallada adquiere un mayor espesor de zinc, o bien la composición del acero.
La composición química del acero tiene una influencia muy marcada sobre la reactividad del hierro con el zinc fundido. Así, ciertas concentraciones de silicio y fósforo favorecen esta reactividad y dan lugar a recubrimientos más gruesos, por la generación de mayor proporción de aleaciones zinc-hierro. Al tener un mayor espesor de estos recubrimientos aleados proporcionan una protección frente a la corrosión más prolongada, estos grandes espesores tienen el inconveniente de que si aumenta mucho el espesor de las aleaciones zinc-hierro, puede producirse el debilitamiento de la cohesión del recubrimiento.
Se sabe que determinados contenidos de silicio y fósforo del acero tienen influencia sobre la cinética de las reacciones zinc-hierro durante la galvanización en caliente (efecto Sandelin), cuya consecuencia es la formación de recubrimientos gruesos de color mas mate, o bien recubrimientos de espesores normal con color mas brillante. Indicar que los efectos del Si y del P en el acero son adicionales.
Normalmente, la concentración de dichos elementos y las composiciones del acero, no se pueden controlar, así que lo mas recomendable es realizar una pequeña muestra o probeta del material a galvanizar y ver su comportamiento.
10.
CONSIDERACIONES SOBRE LA SELECCIÓN DEL ACERO
| Clase de acero | Silicio + fósforo (%) | Características del recubrimiento |
|---|---|---|
|
1 |
Si + P < 0,03 % |
Reacción hierro-zinc normal. Recubrimiento plateado brillante de espesor normal. |
|
2 |
Si + P ≈ 0,03% = 0,13% |
Dominio Sandelin: elevada reactividad hierro-zinc. Recubrimiento grueso de color gris oscuro. |
|
3 |
Si + P > 0,13% = 0,28% |
Dominio Sebisty: reacción hierro-zinc normal. Recubrimiento de espesor medio y aspecto plateado mate. |
|
4 |
Si + P > 0,28% |
Elevada reactividad hierro-zinc. Recubrimiento grueso de color gris oscuro. |
11.
EL RECUBRIMIENTO DE GALVANIZADO
La norma internacional Europea que recoge y determina los espesores del recubrimiento de galvanizado sobre los aceros es la norma UNE-EN-ISO 1461. Dicha norma establece los espesores mínimos del recubrimiento en función del espesor de la pieza.
| Espesor del material (mm) | Espesor local del recubrimiento (μm) | Espesor medio del recubrimiento (μm) | ||
|---|---|---|---|---|
|
Acero ≥ 6mm |
70 |
85 |
||
|
Acero ≥ 3mm hasta < 6 mm |
55 |
70 |
||
|
Acero ≥ 1.5 mm hasta < 3 mm |
45 |
55 |
||
|
Acero < 1.5 mm |
35 |
45 |
||
|
Fundición ≥ 6 mm |
70 |
80 |
||
|
Fundición < 6 mm |
60 |
70 |
||
Si bien, para algunas piezas y en función de la vida útil de diseño y de la categoría del amiente, pueden ser necesarios unos recubrimientos de Galvanizado de mayor espesor.
Velocidad de corrosión del Zinc en diferentes atmósferas, según ISO 14713
| Categoría de corrosividad | Ambiente | Pérdida media anual de espesor de zinc (μm) |
|---|---|---|
|
C1 |
Muy baja |
Interior: seco |
|
C2 |
Baja |
Interior: Condensación ocasional |
|
C3 |
Media |
Interior: Humedad elevada y alguna contaminación del aire |
|
C4 |
Alta |
Interior: Piscinas, plantas químicas, etc. |
|
C5 |
Muy alta |
Exterior: industrial muy húmedo o con elevado grado de salinidad. |